客服电话: 400-999-3607

本系列机床的优势:
1 集机-电-液于一体,功能强大,用途广泛。 机床采用液压预选变速,主轴箱、摇臂、内外柱采用液压驱动的菱形块夹紧机构,夹紧可靠。 铸件用最优的配料工艺和浇注设备,保证机床基础件的优材优质;主轴组零件采用特殊优质钢材,保证机床强度高,经久耐磨。
2 摇臂导轨,外柱圆表面,主轴、主轴套筒及内外柱回转滚道等处均做了淬火处理,可使机床精度的稳定性得到长期保持,延长了使用寿命。
3 有完善的安全保护装置和外柱防护;外观造型美观大方,总体布局匀称协调。 导轨面经热处理硬度高,钢性强,齿轮为磨齿经高频淬火调质噪音低经久耐用。
4 部件严格筛选,无砂眼,无形变,精密加工,保证机器稳定性及精度。 电控部分采用纯铜电机及国家3c认证产品,安全稳定寿命。
5 锁紧使用加长扳手,锁紧更省劲。摇臂升降装有顶车装置,防止升降摇臂造成撞击升降箱货丝杠脱落。 主轴正反转,停车(制动),变速、空档等动作,用一个手柄控制,操纵轻便。
6 在结构设计方面和在制造过程中,还采取了一系列有效措施,使得机床的精度持久性和整机的使用寿命。
结构特点:
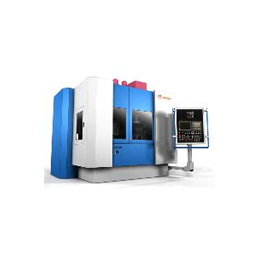
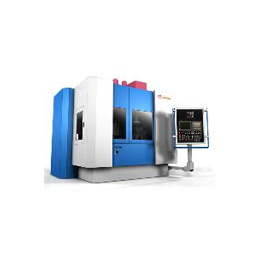
* 本机床采用整体立柱、单拖板纵向移动、双立轴磨头、立轴圆台布局型式,结构紧凑,造就整机的高刚性和高稳定性。
* 立柱结构采用整体铸造结构,和横梁合为一体,具有足够的刚度,实现很高的纵向几何和数控精度。
* 回转工作台采用端面闭式静压导轨+径向滚动轴承结构,具有很高的回转精度和动态刚性。
* 主砂轮主轴采用高精度滚动轴承结构,安装BBT50砂轮自动交换结构、液压拉刀装置。
* 砂轮修整:配备三类修整器,卧式金刚石碟片修整器、双金刚笔修整器、立式金刚石成型滚轮修整器。
* 数控系统采用FANUC 18i-TB交流伺服数控系统。控制轴数为七轴,分别为拖板的纵向进给,主磨头、电主轴磨头和测量装置的垂直进给;主磨头、工作台驱动(SP轴);ATC砂轮库驱动(PMC)。
* 砂轮库采用盘式结构,可间隔放置3片大砂轮和3片小砂轮,共计六片。
* 立式装夹工件磨削,可实现一次装夹多工序复合加工。
* 采用隔离和强制冷却来消除发热源。
应用范围:
适合轴承类、齿轮类、套筒类零件的的高精度磨削加工,可在一次装夹工件中完成工件内圆、外圆以及端面的高精度磨削加工,达到很高的尺寸精度和几何精度。
通过数控联动实现砂轮的锥形修整和圆锥磨削;通过砂轮的成形修整,实现内外圆的成形磨削,如轴承环的滚道磨削。
适用于对圆柱、圆锥、球轴承内、外套圈、滚道及端面各表面的多批量、多品种、多规格的精加工磨削;也适用于齿轮类、套筒类等零件的高精度磨削加工。
主要规格参数:
机床型号 |
MGKF600 |
||
|
工 作 台 |
工作台尺寸 |
mm |
φ600 |
最大磨削外径 |
mm |
φ750 |
|
最小磨削内径 |
mm |
φ40 |
|
最大磨削高度 |
mm |
500 |
|
工作台最大承载 |
Kg |
800 |
|
|
磨
头 |
主磨头(SP主轴) |
|
|
主磨头电机功率 |
Kw |
7.5 |
|
砂轮最大直径 |
mm |
250 |
|
砂轮宽度 |
mm |
20~60 |
|
主轴转速 |
rpm |
2000~6000 |
|
电主轴磨头 |
|
||
电主轴电机功率 |
Kw |
17 |
|
砂轮最大直径 |
mm |
50 |
|
砂轮宽度 |
mm |
20~40 |
|
主轴最高转速 |
rpm |
40000 |
|
|
加工精度 |
标准环端面跳动 |
mm |
0.004 |
标准环径向跳动 |
mm |
0.002 |
|
联系人:总经办
联系电话:0571-88926011
联系地址:浙江省杭州市临安市 浙江临安经济开发区青山大道68号




 11 年
11 年